Inglés
Inglés CN
CN 86-573-88890126
86-573-88890126
Impresión de gráficos de alta resolución en lona de PVC se ha convertido en un requisito estándar para publicidad exterior, pancartas y señalización industrial. Sin embargo, lograr resultados nítidos y sin manchas en este material flexible y no poroso sigue siendo un desafío técnico para muchos impresores. A diferencia del papel o la tela, la lona de PVC no absorbe la tinta fácilmente. Su superficie lisa y plastificada puede hacer que la tinta se quede encima, lo que provoca manchas, mala adherencia y pérdida de detalles finos.
Comprender la superficie de la lona de PVC
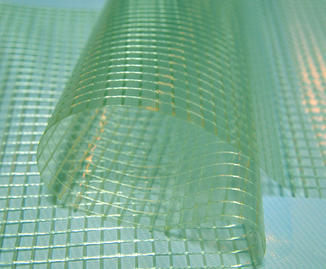
La lona de PVC es un material compuesto hecho de malla de poliéster intercalada entre capas de cloruro de polivinilo (PVC). Su resistencia inherente al agua, la radiación ultravioleta y el desgarro lo hace ideal para uso en exteriores. Sin embargo, estas mismas propiedades dificultan la impresión. La superficie suele tratarse con plastificantes para mantener la flexibilidad. Si no se preparan o imprimen adecuadamente con las técnicas adecuadas, las tintas pueden migrar, mancharse o no curar de manera uniforme.
Para producir resultados consistentemente sin manchas, debe controlar tres variables: energía superficial, química de la tinta y parámetros de curado. Ignorar cualquiera de estos puede provocar defectos como borrosidad, acumulación de tinta o borrado durante la manipulación.
Preparación de la superficie previa a la impresión
El paso que se pasa por alto es la preparación de la superficie. Muchos proveedores de servicios de impresión suponen que los nuevos rollos de lona de PVC ya están listos para imprimir. En realidad, los plastificantes residuales, el polvo o los agentes desmoldantes pueden interferir con la unión de la tinta.
Un protocolo de limpieza sencillo pero eficaz implica el uso de un paño sin pelusa y una solución suave de alcohol isopropílico (concentración del 70%). Limpie la superficie ligeramente antes de imprimir. Para sistemas rollo a rollo, considere instalar una unidad de tratamiento corona. El tratamiento corona aumenta la energía superficial de la lona de PVC de aproximadamente 35 dinas/cm a 50-55 dinas/cm. Este mayor nivel de energía permite que las gotas de tinta se distribuyan uniformemente y se fijen en microtexturas, lo que reduce drásticamente las manchas.
| factores | Antes del tratamiento | Después del tratamiento adecuado |
|---|---|---|
| Energía superficial | ~35 dinas/cm | 50–55 dinas/cm |
| Ángulo de contacto de la tinta | Alto (cuentas) | Bajo (extensión) |
| riesgo de manchas | Alto | Bajo a ninguno |
| Nitidez de impresión | moderado | Alto-resolution capable |
Elegir el sistema de tinta adecuado
No todas las tintas son compatibles con la lona de PVC. Las tintas solventes, ecosolventes, curables por UV y de látex se comportan de manera diferente. Para trabajos de alta resolución sin borrones, predominan dos tipos:
-
Tintas solventes/ecosolventes: Estos penetran ligeramente en la superficie ablandando la capa de PVC. Ofrecen buena resistencia a los rayones pero requieren una ventilación adecuada y un tiempo de secado más prolongado. Se producen manchas si se aplica demasiada tinta o si el secado se acelera con calor excesivo.
-
Tintas curables por UV: Estos curan instantáneamente bajo luz ultravioleta, formando una película sólida en la superficie. Producen los detalles más nítidos y sin manchas porque la tinta se solidifica antes de que pueda extenderse. La desventaja es una flexibilidad ligeramente menor; La lona fina puede agrietarse al doblarse.
-
Tintas de látex: A base de agua con una resina polimérica que se funde con el calor. Funcionan bien sobre lonas de PVC tratadas y son resistentes a las manchas una vez curados. Sin embargo, los ajustes de calor deben ser precisos para evitar deformar el material.
Para impresiones de alta resolución sin manchas, la impresión curable con UV es la opción confiable, especialmente para gráficos detallados como códigos de barras o texto pequeño.
Optimización de la configuración de impresión en su equipo
Incluso con una buena preparación y tinta, los ajustes incorrectos de la máquina arruinan el resultado. Concéntrese en estos parámetros:
1. Espesor de la capa de tinta – Una resolución más alta no significa más tinta. De hecho, el exceso de tinta aumenta el riesgo de manchas porque el disolvente o el portador de agua tarda más en evaporarse. Utilice modos de impresión de puntos variables que coloquen gotas más pequeñas (por ejemplo, de 6 a 12 picolitros) en lugar de inundar la superficie.
2. Número de pase – Aumentar las pasadas mejora los detalles pero ralentiza la producción. Para la lona de PVC, entre 6 y 10 pasadas suelen equilibrar la velocidad y la calidad. Más allá de eso, la tinta húmeda se acumula y se emborrona debajo de los rodillos de presión.
3. Secado entre pasadas – En la impresión de varias pasadas, habilite el secado entre pasadas (bajo calor o flujo de aire) para fijar cada capa antes de aplicar la siguiente. Esto es fundamental para las tintas solventes y de látex.
4. Vacío y tensión – Un vacío deficiente hace que la lona se levante, lo que provoca golpes en la cabeza y manchas de tinta. Establezca una presión de vacío media a alta. Mantenga la tensión constante para evitar el movimiento lateral.
Estrategias de temperatura y curado
Las manchas suelen aparecer días después de la impresión. Este defecto retrasado suele deberse a un curado incompleto o a una migración del plastificante. La lona de PVC contiene plastificantes migratorios que la mantienen flexible. Si la capa de tinta no se reticula ni se seca por completo, estos plastificantes pueden disolver la película de tinta con el tiempo, provocando una apariencia pegajosa y manchada.
Para tintas solventes: deje secar al aire durante 24 a 48 horas en un ambiente limpio y cálido antes de enrollarlo o doblarlo. El aire caliente forzado (40 a 50 °C) reduce este tiempo a 2 a 4 horas, pero no debe exceder los 60 °C para evitar que la superficie se derrita.
Para tintas UV: asegúrese de que la salida de la lámpara UV coincida con los requisitos espectrales de la tinta (normalmente 395 nm o 365 nm). Compruebe el curado con una prueba de frotamiento: después de imprimir, frote firmemente un paño de algodón blanco sobre un área sólida. Cualquier transferencia de color indica un curado insuficiente.
Para tintas de látex: siga la temperatura del secador recomendada por el fabricante (normalmente entre 45 y 70 °C) y asegúrese de que el calentador cubra todo el ancho de la platina. Los puntos fríos crean parches sin curar que se manchan.
Manipulación y posprocesamiento
Incluso un cartel perfectamente impreso puede mancharse durante el acabado. Después de imprimir, deje que la lona de PVC se enfríe por completo si se utilizó calor. Apilar impresiones mientras está caliente atrapa disolventes y provoca manchas en el offset (la tinta se transfiere a la parte posterior de la hoja de arriba).
Al laminar o hacer dobladillos, espere al menos 24 horas para que las tintas solventes se desgasifiquen. La laminación prematura se sella en disolventes, lo que hace que la impresión quede permanentemente pegajosa. Utilice cinta adhesiva de baja adherencia para las marcas de registro; La cinta adhesiva estándar puede levantar la tinta sin curar.
Para el almacenamiento, intercale una lona de PVC impresa con un revestimiento protector o papel kraft si es necesario apilar los rollos. Nunca enrolle una impresión con el lado impreso hacia afuera; siempre enrolle con el lado impreso hacia adentro para proteger la superficie.
Trabajar con fabricantes de lonas de PVC
Los resultados consistentes comienzan con materias primas consistentes. Los fabricantes confiables de lonas de PVC proporcionan hojas de datos técnicos detalladas que especifican los niveles de tratamiento de la superficie, el tipo de plastificante y las familias de tintas recomendadas. Al adquirir material, solicite la siguiente información:
- Nivel de dinas de la cara imprimible (mínimo 42 dinas/cm para tinta solvente, 48 dinas/cm para UV/látex)
- Clasificación de plastificantes (p. ej., ftalato frente a no ftalato; los tipos sin ftalato migran menos)
- Máxima tolerancia al calor (importante para el látex y el secado)
Los fabricantes de lonas de PVC de buena reputación suelen ofrecer calidades pretratadas o "listas para imprimir". Tienen una mayor energía superficial y un acabado ligeramente mate, lo que mejora la adherencia de la tinta. Evite la lona brillante para trabajos de alta resolución a menos que tenga un tratador de corona.
Establecer una relación con los proveedores también ayuda a solucionar problemas. Si aparecen manchas solo en ciertos lotes, el problema podría ser un cambio en la formulación del recubrimiento del fabricante. Solicite muestras por lotes antes de grandes tiradas de producción.
Escenarios comunes de manchas y soluciones
| problema | Causa probable | Solución |
|---|---|---|
| La tinta se corre inmediatamente después de imprimir. | Demasiada tinta por pasada; secado insuficiente | Reducir el límite de tinta; habilitar el secado entre pasadas |
| Manchar debajo de los rodillos | Curado incompleto; superficie pegajosa | Aumentar la temperatura de curado o la potencia de la lámpara. |
| Difuminado retardado (después de 1 semana) | Migración de plastificante | Cambie a tinta UV o tinta solvente de baja migración; Pregunte a los fabricantes de lonas de PVC por grados con bajo contenido de plastificantes. |
| Texto fino borroso | Baja energía superficial | Tratamiento corona o toallita con alcohol. |
| La tinta se borra cuando está plegada. | Tipo de tinta poco curado o incorrecto | Extender el tiempo de curación; compatibilidad de tinta de prueba |
Lista de verificación final para impresiones de alta resolución sin manchas
En resumen, siga esta secuencia cada vez que imprima sobre lona de PVC:
inspeccionar el material – Compruebe el nivel de dina o realice una prueba de rotura de agua (el agua no debe formar gotas).
Limpiar o tratar la superficie. – Utilice alcohol isopropílico o tratamiento corona.
Seleccione la tinta adecuada – El curado UV es más seguro para detalles finos; El disolvente funciona si se seca adecuadamente.
Establecer parámetros de la impresora – Bajo volumen de tinta, pasadas adecuadas, secado entre pasadas.
curar a fondo – Hacer coincidir el tiempo y la temperatura con el tipo de tinta; Pruebe frotando o tirando de cinta.
Enfriar y manipular con cuidado. – No apilar ni rodar hasta que esté completamente frío y desgasificado.
Fuente sabiamente – Trabaje con fabricantes experimentados de lonas de PVC que puedan documentar las propiedades de la superficie.
Conclusión
Lograr impresiones de alta resolución sobre lonas de PVC sin manchas no es cuestión de suerte: es un proceso repetible basado en la preparación de la superficie, la química correcta de la tinta, el curado preciso y el manejo inteligente. Al respetar las propiedades únicas de la lona de PVC y aplicar las técnicas descritas anteriormente, cualquier imprenta puede producir carteles y carteles para exteriores con nitidez fotográfica y durabilidad a largo plazo. La clave es tratar el material no como papel, sino como un sustrato diseñado que responde de manera predecible a un aporte de energía controlado y a la compatibilidad química. En caso de duda, pruebe siempre nuevos lotes de material de los fabricantes de lonas de PVC antes de completar la producción y mantenga registros de los conjuntos de parámetros exitosos para cada tipo de producto.